
Улучшение качества форм и капов
Процесс изготовления гипсовых форм основан на способности порошка полугидрата гипса при замешивании с водой присоединять кристаллизационную воду, переходя в двугидрат. При этом из гипсового теста образуется камнеподобное монолитное тело. Явление схватывания гипса обусловливается большей растворимостью в воде полугидрата по сравнению с двугидратом. Поэтому раствор становится пересыщенным по отношению к двугидрату, избыток которого выпадает в виде переплетенных между собой игольчатых кристаллов. Такой процесс растворения и осаждения продолжается до тех пор, пока весь полугидрат не перейдет в двугидрат.
Большой вклад в изучение природы схватывания гипса и его технологических свойств внесли советские ученые П. П. Будников, П. И. Боженов и др.
В результате проведенных исследований было установлено, что на механическую прочность гипсовых отливок и на срок службы форм существенно влияют тонкость помола гипсового порошка, водогипсовый фактор, время размешивания гипсового теста, температура сушки форм и т. п. (рис. 59).
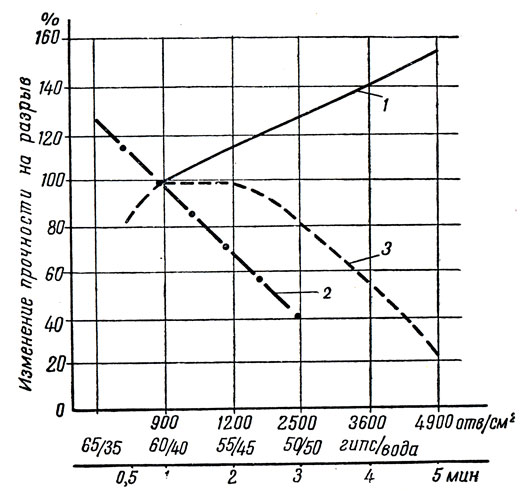
Рис. 59. Влияние технологических факторов на относительное изменение прочности гипсовых отливок: 1 - степень измельчения; 2 - соотношение гипса и воды; 3 - продолжительность размешивания
Эти особенности гипса, хотя и учитываются при усовершенствовании процесса производства, однако еще полностью не используются.
Предстоит создать машины, которые позволили бы производить просев гипса через сита в 2500-3600 отв/м2 и отливать формы при соотношении гипс : вода = 65:35
Улучшение качества капов достигнуто за счет применения для их изготовления сернографитной массы. Отлитые из этой массы капы характеризуются высокой механической прочностью, хорошим сохранением рельефа и легкостью обработки.
Производство капов из сернографитной массы осуществляется следующим образом: рабочую поверхность гипсовой матричной формы, изготовленной обычным порядком, покрывают равномерным слоем мыльно-масляной смазки. Графит и серу, взятые в весовом соотношении 1:4 или 1:5, помещают в металлический сосуд и при постоянном перемешивании подогревают на электрической плитке. После полного расплавления серы и получения однородной массы сосуд снимают с плитки и ждут, пока не исчезнет пена. Далее готовую смесь выливают в матричную форму для получения сернографитного слоя толщиной 3-7 мм. Этот слой и является лицевой частью капа. Форму рекомендуется разбирать, когда затвердевший слой находится еще в теплом состоянии.
Полученную таким образом отливку вставляют в "пристрой", в котором отливают гипсовое основание и кожух капа. Комбинированная отливка капов из сернографитного материала и гипса производится с целью экономии серы и графита.
Одновременно с исследованиями по улучшению качества гипсовых форм и капов провозились также работы по механизации отдельных операций технологического процесса.
Так, на заводах были внедрены механические мешалки и станки различных конструкций для калибровки форм.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://okeramike.ru/ 'Керамика, фаянс, фарфор, майолика, глина'