
Шлифовка ножек фарфоровых изделий
Шлифовка ножек фарфоровых тарелок, чайников, кувшинов, и других фасонных изделий ранее производилась на примитивных чугунных дисковых шайбах, вращающихся со скоростью 100-125 об/мин. В качестве абразивного материала использовался влажный песок, поступающий непрерывной струей в центральную часть шайбы из установленной над ней воронки. Шлифуемые изделия прижимали ножками к движущейся шайбе и в процессе шлифовки слегка на ней поворачивали, Что требовало со стороны рабочего затраты значительных физических усилий.
С целью облегчения условий труда при шлифовке ножек фарфоровых изделий в последние годы были созданы шлифовочные полуавтоматы, позволяющие механизировать этот процесс.
Прижимание шлифуемых изделий к шайбе, приводимой в движение электромотором, осуществляется в этих машинах с помощью вращающихся шпинделей, которые могут поочередно подниматься и опускаться посредством специальных подъемных устройств - рукояток, кулачков и т. п. Используемые для шлифовки песок и вода подаются в шайбу автоматически из установленного над ней бункера. Отработанный песок смывается водой в кольцеобразный желоб, откуда удаляется через кран в отстойный колодец или в канализацию.
В результате одновременного поворачивания шлифуемого изделия вокруг своей оси и горизонтального перемещения вращающейся шайбы происходит равномерная шлифовка ножки (рис. 127). Обслуживание полуавтомата сводится к попеременному извлечению обработанных изделий из-под прижимных шпинделей и к установке следующих.
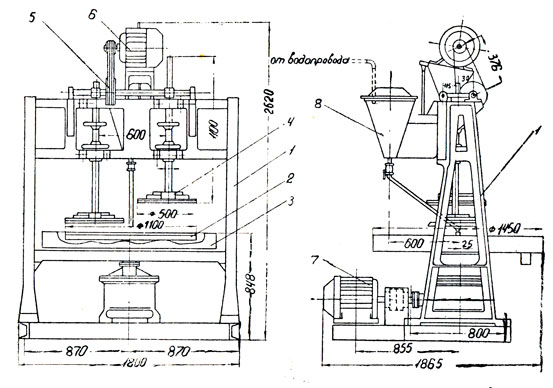
Рис. 127. Двухшпиндельный полуавтомат для шлифовки ножек: 1 - станина; 2 - чугунная шайба; 3 - кольцеобразный желоб; 4 - прижимные шпиндели; 5 - привод для вращения шпинделей; 6 и 7 - электромоторы; 8 - бункер для песка
Дальнейшим шагом в области механизации шлифовки явилось создание автомата для шлифовки ножек тарелок, конструкция которого разработана конструкторским бюро Управления фарфоро-фаянсовой и стекольной промышленности Киевского Совнархоза.
Этот автомат представляет собой карусельный шестишпиндельный станок (рис. 128), в котором согласуются между собой следующие процессы:
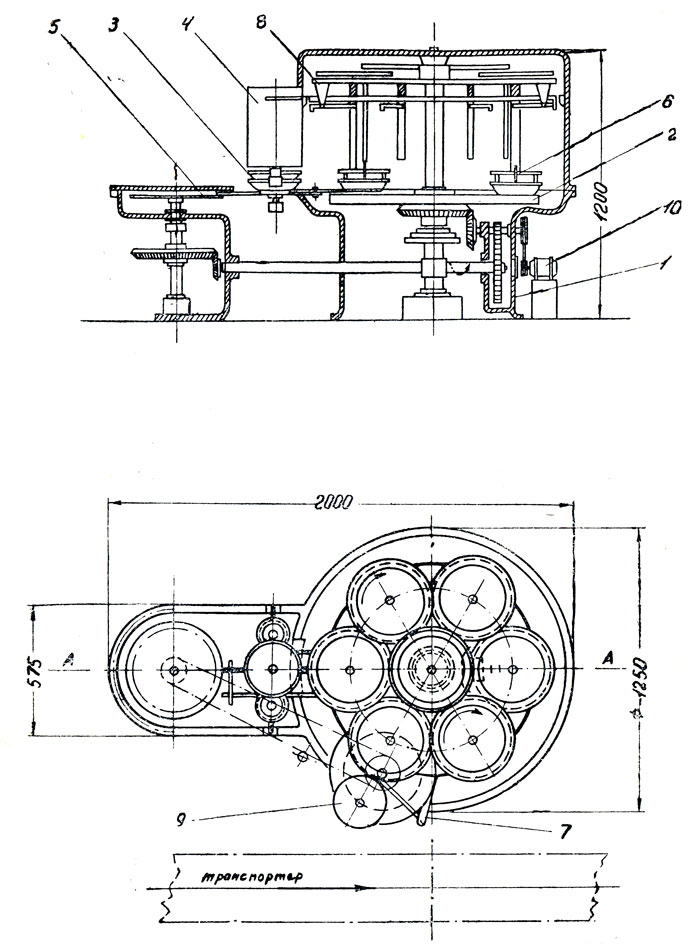
Рис. 128. Автомат для шлифовки ножек тарелок: 1 - станина; 2 - чугунная шайба; 3 - сбрасыватель; 4 - обечайка; 5 - механизм подача; 6 - захваты; 7 - сталкиватель; 8 - поворотный механизм; 9 - съемный стол; 10 - электромотор привода
1) непрерывное вращение чугунной шайбы;
2) непрерывное вращение захватывающих механизмов вокруг своей оси и оси станка;
3) возвратно-поступательное движение подающего столика;
4) вращательное движение съемного столика.
Тарелки, загруженные стопкой в обечайку автомата, поступают по одной на подающий механизм, передвигающий изделие под захват. Захват берет тарелку, опускает ее на чугунную шайбу и удерживает на ней до тех пор, пока не дойдет до вращающегося съемного столика, над которым освобождает обработанное изделие. Попавшая на столик тарелка с помощью скребка сдвигается на транспортер.
Проектная производительность машины - 18 тарелок в минуту при потребной мощности мотора 0,6 квт.
Использование шлифовочных автоматов представляется наиболее целесообразным при организации поточных линий в сортировочных цехах.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://okeramike.ru/ 'Керамика, фаянс, фарфор, майолика, глина'