
Ручная раскраска
Одним из основных способов декорирования изделий, применявшихся на фарфоровых и фаянсовых заводах дореволюционной России, являлась ручная раскраска, которая широко использовалась для нанесения как сложных, так и простых рисунков.
В дальнейшем процесс раскраски удалось постепенно механизировать. В настоящее время ручная раскраска используется главным образом для выполнения высокохудожественных работ и для нанесения лент и отводок.
За этот период техника ручной раскраски не претерпела существенных изменений. Совершенствование ее свелось, в основном, к улучшению организации трудового процесса и использованию приспособлений, позволяющих повысить производительность труда и улучшить качество продукции.
Так, например, на некоторых живописных работах было применено разделение труда, при котором операции нанесения различных красок на изделие выполняются не одним живописцем, как прежде, а несколькими.
Существенные улучшения были внесены в конструкцию турнетки, используемой для нанесения лент, отводок, усиков и т. д. Взамен обычных машинок, приводимых во вращение вручную, были предложены конструкции турнеток с пневматическим приводом.
На рис. 134 показана схема устройства такой турнетки, предложенной работником Дулевского фарфорового завода В. С. Выборовым. Пневматический двигатель ее состоит из турбинной крыльчатки, заключенной в коробку и насаженной на нижний конец шпинделя. Вращение осуществляется посредством сжатого воздуха, который под давлением 2-2,5 атм подводится к лопастям крыльчатки через тангенциально установленный штуцер.
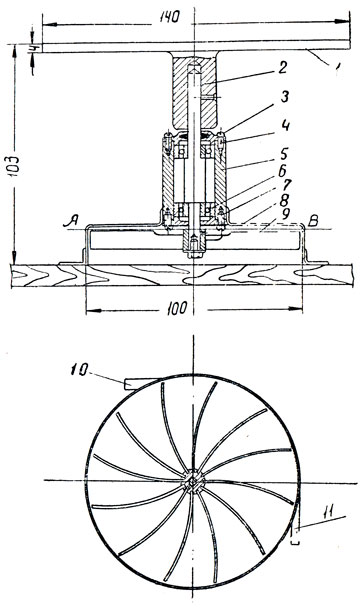
Рис. 134. Турнетка с пневматическим приводом: 1 - вращающийся диск; 2 - шпиндель турнетки; 3, 4, 5, 6 и 7 - детали подшипника; 8 - кожух; 9 - крыльчатка; 10 - выходной штуцер; 11 - входной штуцер
С целью сокращения времени, расходуемого на центрирование изделий при нанесении лент и отводок, по предложению скульптора Дмитровского фарфорового завода П. Харитонова, были применены центрирующие гипсовые подставки (рис. 135), которые свободно надеваются на диск турнетки. Подставки имеют углубления, диаметр которых соответствует диаметру ножки, обрабатываемого изделия, вследствие чего отпадает необходимость в его центрировании.
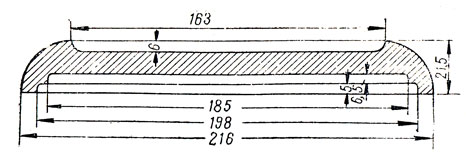
Рис. 135. Гипсовая подставка для центрирования изделий
Значительное повышение производительности труда при нанесении лент и отводок было достигнуто путем применения полуавтоматической кисти, сконструированной работником завода им. Ломоносова Б. А. Сахаровым.
Из специального бачка, установленного над рабочим местом отводки, краска по резиновому шлангу подается в ручку кисти. Здесь она проходит через тонкую резиновую трубочку, в не рабочем состоянии зажатую пружинкой. При надавливании пальцем на клапан пружинка отходит, и краска свободно поступает в плашкообразный смеситель, а из него в кисть.
Во избежание оседания краска в бачке непрерывно перемешивается пропеллерным устройством, приводимым во вращение сжатым воздухом.
Турнетка, на которой делается отводка, устанавливается в наклонном положении с таким расчетом, чтобы борт изделия в месте касания кисти был в горизонтальном положении.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://okeramike.ru/ 'Керамика, фаянс, фарфор, майолика, глина'