
Поточная линия изготовления чайников
Применяемая на заводах технология раздельного изготовления корпусов чайников, ручек и носиков связана с значительными затратами ручного труда, особенно из-за многочисленных межоперационных переносок полуфабриката. Большим недостатком является и то, что в производстве чайников не используется искусственная сушка.
В ГИКИ разработана поточная линия формования чайников, которая в значительной степени устраняет эти недостатки (рис. 55).
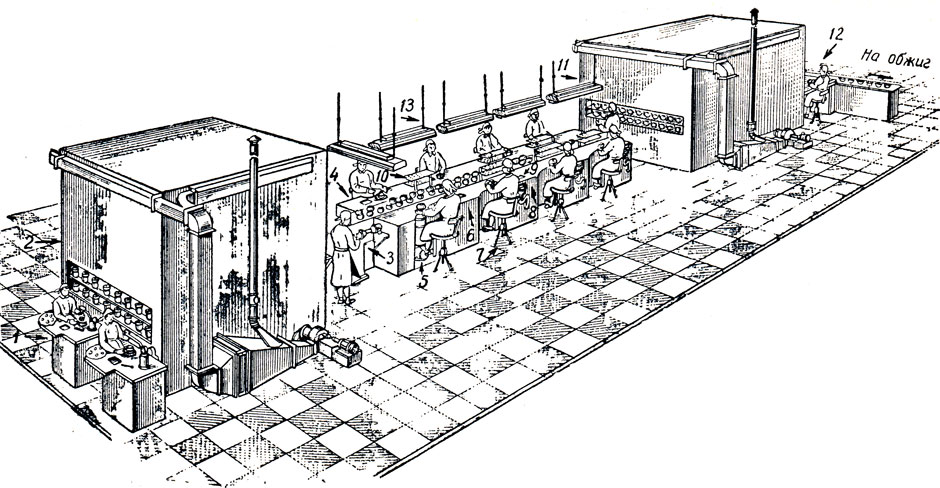
Рис. 55. Поточная линия формовки чайников: 1 - формовочные станки; 2 - сушило; 3 - сверлильные станки; 4 - конвейер; 5 - оправочные станки; 6 - ванночки для воды; 7 - подъемные стулья; 8 - ванночки для воды; 9 - ванночки для шликера; 10 - полочка для приставных деталей; 11 - сушило; 12 - стол отделки чайников; 13 - люминесцентные светильники
В поточную линию включены:
а) два индивидуальных одношпиндельных формовочных станка, на которых производится формовка корпусов. Станки установлены таким образом, чтобы формовщик мог свободно брать формы с полки сушила. С правой стороны станка находятся масса и сосуд для воды;
б) конвейерное сушило, в котором осуществляется подвялка корпусов чайников в течение 2 часов при температуре 65°. У разгрузочного окна сушила имеется полка для разборки и сборки форм; выбивщик, вынув корпус чайника из формы, возвращает ее в сушило, а у чайника снимает шов;
в) два сверловочных станка, расположенные по обеим сторонам головной части конвейера и предназначенные для сверления сетки в корпусе чайников. Обрезки при снятии шва и сверлении сетки собираются в бункер, который крепится у сверлильного станка;
г) ленточный конвейер с шириной ленты 500 мм; скорость движения ленты может регулироваться в пределах 0,5-1,5 м/мин;
д) два справочных станка с индивидуальным приводом для оправки корпусов. Оправщик выполняет работу, сидя на стуле. В чугунный патрон справочного станка, выступающий на 20-30 мм над поверхностью стола, вставляются резиновые вкладыши. На рабочем месте оправщика, справа, находится ванночка для воды. Обрезки, получающиеся при оправке, опускаются по лотку в ящик;
е) шесть рабочих столов для приставщиц носиков и ручек. Рабочие места организованы так, что приставщицы обращены лицом к конвейеру и работают сидя. К краю стола (на 100 мм ниже его уровня) крепится фарфоровая ванночка для воды. На удобном для приставщицы расстоянии находится сосуд для приставочного шликера. На рабочем месте приставщицы предусмотрена полка для носиков и ручек;
ж) рабочее место контролера находится у конца конвейера; контролер проверяет качество полуфабриката, после чего устанавливает изделия на полки конвейерного сушила;
з) конвейерное сушило для окончательной досушки чайников с приставленными деталями (температура сушки 80°; длительность - 3 часа);
и) два рабочих места для отделки чайников после сушки. Чайники после отделки устанавливают на транспортер для подачи их к месту заборки в капсели или в буферный склад.
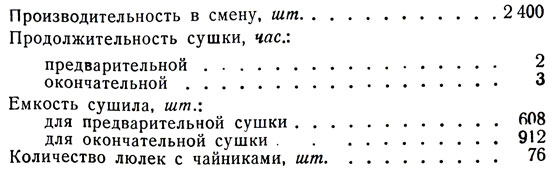
Техническая характеристика сушила для поточной линии формования чайников
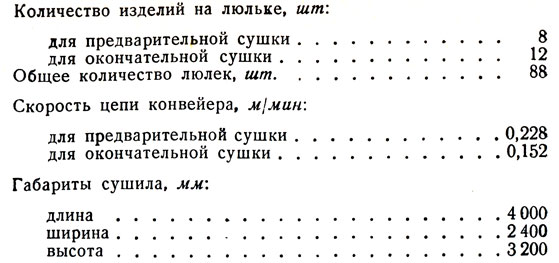
Количество изделий на люльке, шт
Организация поточного формования чайников значительно повышает культуру производства, увеличивает производительность труда на 25%, сокращает длительность технологического цикла в 7 раз (5-5,5 часа вместо 35-40 часов), позволяет увеличить в 1,8 раза съем продукции с 1 м2 производственной площади.
В зависимости от условий того или иного завода, наличия и мощности оборудования, а также заданной программы по-разному может быть решен вопрос мощности и компоновки линий.
На Дмитровском фарфоровом заводе на основании вышеприведенной технологической схемы была разработана и в настоящее время эксплуатируется поточная линия формования чайников производительностью 6000 изделий в смену.
Поточная линия организована с учетом мощности имеющихся на заводе сушил. Она имеет в плане П-образную форму (рис. 55, а). Вдоль цеха, по одну его сторону, установлен трехленточный транспортер, с двух сторон которого размещены пять формовочных станков. Трехленточный транспортер имеет длину 7,5 м, ширину боковых лент по 200 мм, средней ленты - 400 мм. Скорость движения лент - 1,5 м в минуту.
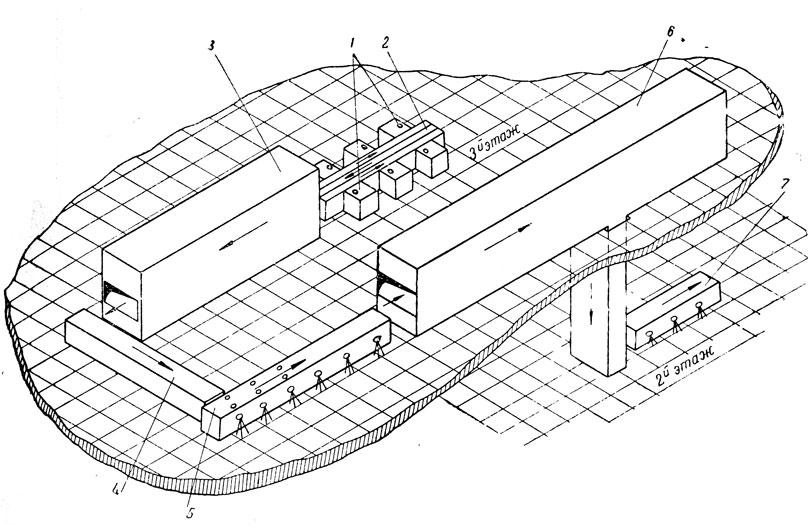
Рис. 55, а. Поточная линия формования чайников на Дмитровском фарфоровом заводе: 1 - формовочные станки; 2 - трехленточный конвейер; 3 - сушило для подвялки; 4 - конвейер транспортировки чайников на оправку; 5 - конвейер оправки и приставки; 6 - сушило окончательной сушки; 7 - конвейер подбивки чайников
Для подвяливания чайников в формах за конвейером формовки расположено конвейерное сушило длиной 11,48 м. При продолжительности подвяливания, равной 1,75 часа, и длительности сушки форм, равной 25 минутам, производительность сушила составляет 5000 чайников в смену, что обеспечивает сушку изделий, вырабатываемых пятью формовщиками.
По другую сторону цеха размещается оправочный конвейер и сушила для окончательной сушки чайников после оправки и приставки к ним ручек и носиков.
Сушило имеет выносную цепь во второй этаж, где размещен конвейер для отделки чайников.
Труд на поточной линии организован следующим образом: подсобный рабочий снимает пустые формы с полки сушила и ставит их на две боковые ленты транспортера, несущего формы к формовщикам. Формовщик заполняет формы и кладет их на среднюю ленту конвейера, перемещающую изделия к сушилу. Подсобный рабочий берет формы с заформованными изделиями и устанавливает их в сушило. Чтобы при движении цепей формы не сползали, по длине полки, с двух сторон, набиты рейки.
После сушки изделия, выбитые из форм, помещают на ленточный транспортер, доставляющий их к оправке. В голове конвейера оправки расположены две сверлильные машинки, с помощью которых работницы производят сверление сетки на корпусах чайников.
Длина конвейера оправки и приставки - 12 м, ширина ленты - 0,65 м, скорость движения ленты - 1,65 м/мин. За конвейером с двух сторон расположено 6 оправочных станков и 6 рабочих мест приставщиц.
Впереди конвейера находятся два формовочных станка для формования сервизных чайников. Заформованные чайники подвяливаются на стеллажах и подаются подсобными рабочими на конвейер оправки.
Чайники после приставки ручек и носиков устанавливаются съемщиком на конвейерное сушило (длина камеры 19,4 м, ширина 2,4 м). Сушило вмещает 6400 изделий и служит буферным складом.
Высушенные чайники транспортируются во второй этаж здания выносной цепью, с которой снимаются работницей и помещаются на конвейер отделки, рассчитанный на шесть рабочих мест (длина конвейера 8,5 м, ширина ленты 0,65 м, скорость движения ленты 1,45 м/мин). Крышки подаются на конвейер отделки.
Всего на линии занято в смену 32 человека, работающих по бригадной системе. С этой целью за каждым формовщиком закреплены оправщик, приставщик и подбивщик.
Применение этой поточной линии дало ряд преимуществ:
а) выработка на человека увеличилась на 25% по сравнению с выработкой при старой организации труда;
б) продолжительность цикла от формовки до сдачи в обжиг сократилась в 6 раз и составляет 8 часов, вместо 48 часов;
в) съем с 1 м2 производственной площади увеличился вдвое по сравнению с прежним.
Площадь, занимаемая поточной линией с учетом проходов и стеллажей с готовыми изделиями, равна 390 м2.
Производительность в смену - 6000 чайников.
Для Первомайского фарфорового завода, который производит большой ассортимент чайников (емкостью от 250 до 1400 см3) спроектирована комбинированная поточная линия, Одна ветвь этой линии служит для формования крупных, вторая - для формования мелких чайников. Схема организации этой линии показана на рис. 55, б.
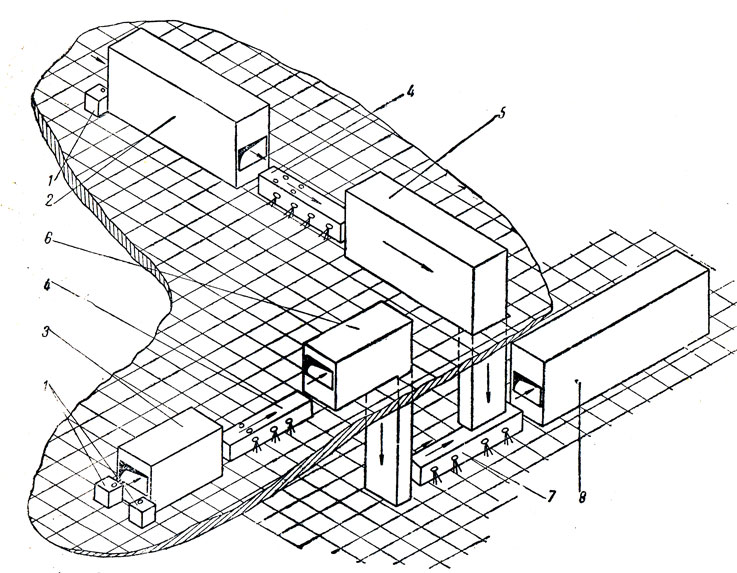
Рис. 55, б. Комбинированная поточная линия формования чайников на Первомайском фарфоровом заводе: 1 - формовочные станки; 2 - сушило для подвялки крупных чайников; 3 - сушило для подвялки мелких чайников; 4 - конвейеры оправки и приставки; 5 - сушило окончательной сушки крупных чайников; 6 - сушило окончательной сушки мелких чайников; 7 - конвейер подбивки чайников; 8 - буферный склад
https://бел-снаб31.рф купить натуральную черепицу braas в белгороде.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://okeramike.ru/ 'Керамика, фаянс, фарфор, майолика, глина'