
Поточная линия формования плоских изделий
Наличие формовочных станков с индивидуальным приводом и мощных конвейерных сушил дало возможность на ряде заводов (Дмитровском, Барановском) организовать поточные линии по формовке плоских изделий. В этом случае у входной части сушила устанавливают формовочные, а у выходной - оправочные станки. Такое размещение оборудования позволяет увеличить съем продукции с квадратного метра производственной площади, а также устранить излишнюю транспортировку полуфабрикатов.
Представляет интерес поточная линия для формования 18 тысяч блюдец в смену, разработанная и сооруженная на Дмитровском фарфоровом заводе. Как это видно из рис. 56, линия включает четыре блока станков для формовки изделий, два конвейерных сушила, цепной транспортер и семь оправочных станков. Каждый блок имеет один станок для формовки пластов и два - для формовки блюдец. Конвейерные сушила, расположенные в этом же здании, но этажом выше, имеют длину 18 м при высоте 3,8 м и вмещают 4500 форм.
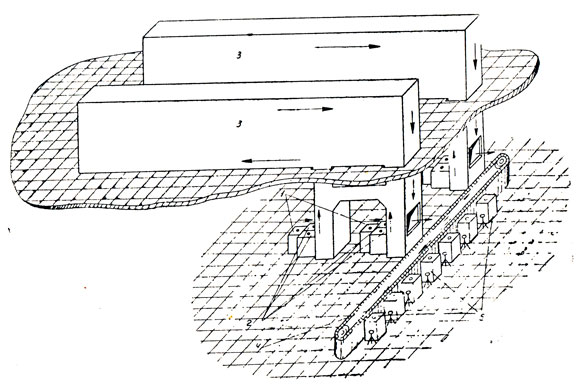
Рис. 56. Поточная линия формования блюдец на Дмитровском фарфоровом заводе: 1 - станки для заготовки пластов; 2 - станки для формовки блюдец; 3 - конвейерные сушила; 4 - цепной конвейер; 5 - оправочные станки
Перпендикулярно к выносным цепям сушил расположен цепной тарельчатый транспортер. Блюдца, снятые с гипсовых форм и установленные стопками на транспортер, поступают к справочным станкам, помещенным вдоль транспортера. После оправки блюдца этим же транспортером доставляются в горновой цех для обжига. Скорость движения транспортера - 1,5 м в минуту.
На поточной линии в одной смене работают четыре пластовщика, восемь формовщиков, два сборщика блюдец у сушил, четыре оправщика и один сборщик блюдец у транспортера.
На заводах, где вырабатывается значительное количество плоских изделий, может быть принято и другое решение. Справочные станки можно расположить в отдельном изолированном помещении, что позволит лучше обеспечить санитарно-гигиенические условия в цехах. В этом случае выходные части сушил можно связать с справочными станками специальными транспортерными устройствами.
На фаянсовом заводе им. Калинина конвейерные сушила расположены в третьем этаже здания. Загрузочные и разгрузочные участки бесконечных цепей конвейера спущены во второй этаж, где находятся рабочие места формовщиков и оправщиков (рис. 56, а).
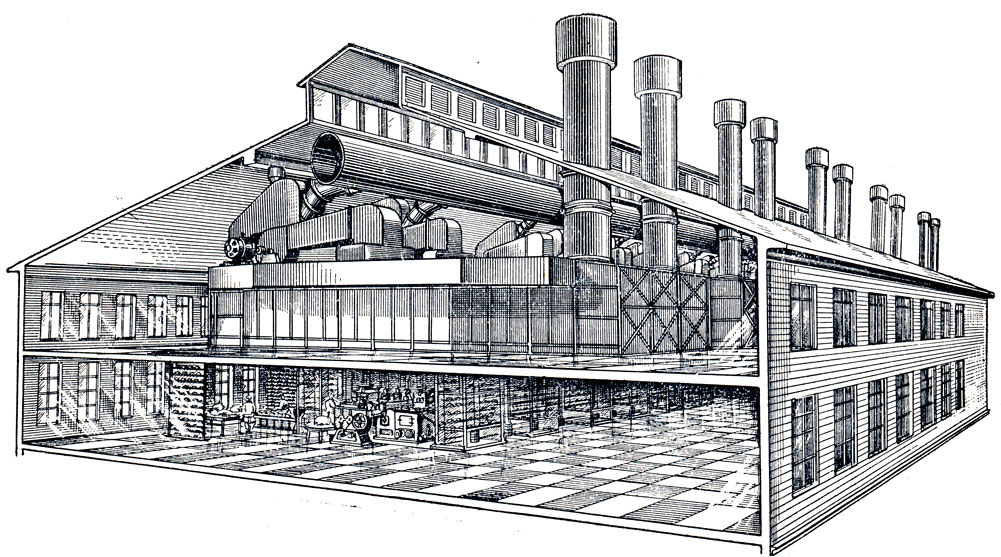
Рис. 56, а. Поточная линия формования и сушки тарелок
Как уже указывалось, в ГИКИ закончена разработка формовочно-сушильного агрегата, в котором предусматривается комплексная механизация формования и сушки плоских изделий, охватывающая операции съема гипсовых форм с конвейерного сушила, установки на полуавтомат и обратно. Применение формовочно-сушильных агрегатов в сочетании с полуавтоматом для оправки изделий позволит комплексно механизировать процесс изготовления тарелок и явится важным этапом на пути создания автоматической линии.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://okeramike.ru/ 'Керамика, фаянс, фарфор, майолика, глина'