
Калибровка форм
Фарфоровые и фаянсовые изделия хозяйственного назначения имеют сравнительно небольшую толщину черепка, поэтому незначительные отклонения в размерах гипсовых форм могут привести к серьезным нарушениям требований стандарта. Учитывая это, на заводах гипсовые формы подвергают специальной проверке и калибровке на специальных станках. Однако значительная часть работы на этих станках производится вручную.
В ГИКИ сконструирован полуавтомат для калибровки форм (рис. 61).
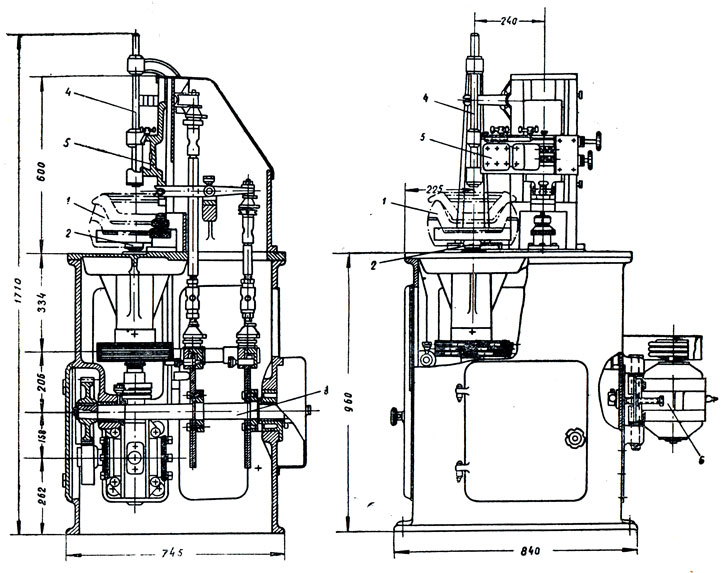
Рис. 61. Полуавтомат для калибровки форм: 1 - формодержатель; 2 - шпиндель; 3 - распределительный вал; 4 - прижим; 5 - суппорт; 6 - мотор
На этом полуавтомате закрепление форм, подача и подъем суппорта с резцовой головкой и подача воды под резец осуществляются автоматически. Полуавтомат рассчитан на калибровку форм для плоских изделий диаметром 150-240 мм.
Работа на полуавтомате производится следующим образом: рабочий ставит форму в формодержатель и включает электродвигатель; через передаточное устройство получают вращение шпиндель и распределительный вал с кулачками управления. Под действием одного из кулачков опускается прижим, имеющий резиновый наконечник, чем обеспечивается устойчивость формы во время ее обработки. Далее под действием другого кулачка опускается суппорт с резцами и осуществляется калибровка формы. После калибровки автоматически подымаются суппорт и прижим и останавливается шпиндель. Рабочий снимает калиброванную форму и ставит в формоднржатель следующую.

Техническая характеристика полуавтомата
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://okeramike.ru/ 'Керамика, фаянс, фарфор, майолика, глина'