
Механизированный участок литья гипсовых форм
По предложению Л. Н. Ветрова, Л. А. Олеховой и Л. Г. Тилевич, на фаянсовом заводе им. М. И. Калинина был организован механизированный участок литья гипсовых форм (рис. 62).
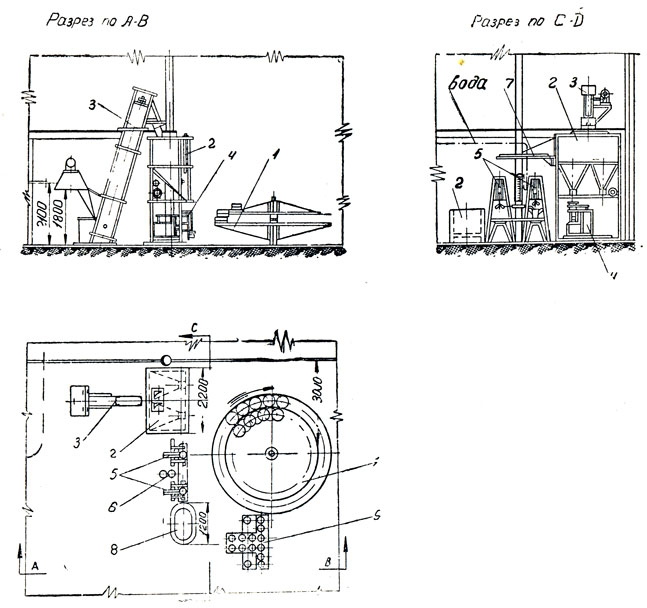
Рис. 62. Механизированный участок литья гипсовых форм: 1 - карусельный стол: 2 - бункер; 3 - элеватор; 4 - весы; 5 - мешалки; 6 - водомерный бачок; 7 - кран-укосина; 8 - бак; 9 - стол для выбивки и оправки форм
Основным звеном такого участка является двухъярусный карусельный стол, каждый ярус которого имеет свободное правое и левое вращение. На участке одновременно работает две бригады по четыре человека в каждой.
Первый рабочий заливает в ведро определенное количество воды и всыпает в него отвешенную порцию гипса, после чего при помощи мешалки размешивает гипс до получения однородного теста. Далее ведро с гипсовым тестом при помощи поворотного крана транспортируется к конвейеру, где и производится заливка капов.
Второй рабочий снимает с конвейера залитые гипсом капы и переносит их на рядом расположенный стол, где производит выбивку форм. Третий рабочий очищает капы от излишков гипса, смазывает их и возвращает на конвейер.
Четвертый рабочий осуществляет оправку форм и транспортировку их по монорельсу в сушило.
Таким образом, расстановка оборудования на механизированном участке позволяет иметь два параллельных потока, обслуживаемых отдельными бригадами, которые работают на разных ярусах карусельного стола.
Такая организация работ увеличивает производительность труда на 25%, повышает в 2,5 раза съем гипсовых форм с квадратного метра производственной площади и улучшает качество гипсовых форм. Кроме того, оздоровляются условия труда. Однако некоторым неудобством для бригад является то, что они должны работать на ограниченном участке, пользуясь одним водомерным бачком, одним столом для выбивки и оправки форм и двумя мешалками, установленными рядом.
Эти недостатки легко могут быть устранены при расстановке оборудования так, как это указано на рис. 63.
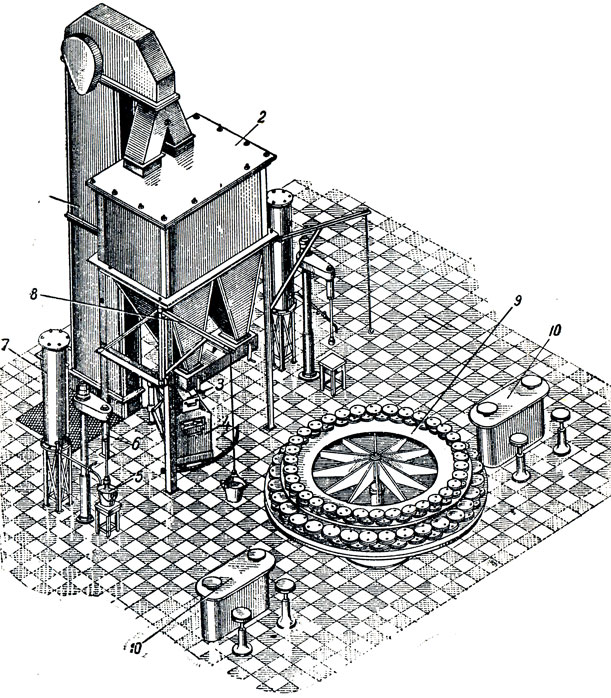
Рис. 63. Механизированный участок литья гипсовых форм с улучшенной организацией пруда: 1 - элеватор; 2 - бункер; 3 - лоток; 4 - весы; 5 - лейка; 6 - мешалка: 7 - водомерный бачок; 8 - кран-укосина; 9 - карусельный стол; 10 - стол для выбивки и оправки форм
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://okeramike.ru/ 'Керамика, фаянс, фарфор, майолика, глина'