
Сушка и обжиг капселей и огнеприпаса
В дореволюционное время отформованные капсели, подобно изделиям и гипсовым формам, подвергались сушке в естественных условиях в тех же помещениях, где производилось формование.
Разобранные выше недостатки, свойственные этому методу сушки, побудили в первые же годы пятилеток заняться его усовершенствованием.
Там, где по местным условиям представилось возможным, сушильные участки были выделены в обособленные помещения. В целях интенсификации сушки к хорам был подведен теплый воздух из системы охлаждения печей. В других случаях сушильные участки были оборудованы системой парового отопления. Для удаления отработанного воздуха применили вытяжные трубы.
Для сушки капселей пригодны также усовершенствованные конструкции камерных сушил (рис. 65). Эти сушила характеризуются большей управляемостью, равномерностью нагрева и экономичностью, чем разобранные выше примитивные сушила.
Крупным шагом в деле коренного усовершенствования техники сушки капселей явилось создание в середине тридцатых годов механизированных непрерывно-действующих туннельных сушил. Нужно отметить, что ввиду большого веса капселей и относительно продолжительного срока их сушки применение конвейерных сушил в данном случае было бы нецелесообразным из-за их большой длины и металлоемкости.
К этому времени в производстве огнеупоров и строительного кирпича уже имелся положительный опыт использования туннельных сушил, разработанных и внедренных К. А. Нохратяном, А. В. Шумилиным и другими.
Однако применительно к производству тонкокерамических изделий этим сушилам был свойственен большой перепад температуры и влагосодержания среды по высоте и ширине садки. Следствием этого явились длительность сушильного процесса и неравномерность усадки.
Для обеспечения точного регулирования параметров сушки с планомерным повышением температуры по длине канала и снижением относительной влажности среды были разработаны конструкции сушил, оборудованных позонными вентиляторами с независимым подводом тепла в каждую зону.
Оснащение сушил эжекционными устройствами способствовало созданию интенсивного и равномерного теплообмена по всему сечению загрузки сушила.
Инжекционное действие производят выходящие из насадок с большой скоростью струи теплоносителя. Этим обусловливается многократная циркуляция в пространстве сушила значительного количества воздуха при небольших размерах вентиляторов и трубопроводов. В результате достигается уменьшение перепада температур в штабеле и ускорение сушки при экономном расходе тепла и электроэнергии.
В процессе реконструкции и расширения Дулевского фарфорового завода на нем были установлены 3 туннельных рециркуляционных трехзонных инжекционных сушила с монорельсовым транспортом. Общая расчетная производительность этих сушил составляет 7 тыс. т капселей в год.
В целях повышения съема с цеховых площадей высушенных капселей по ширине каждого туннеля установлено четыре параллельных подвесных пути с независимым передвижением состава, состоящего из 11 вагонеток. В этих сушилах обеспечивается регулировка количества теплоносителя, температуры и влажности среды по длине каналов.
В конструктивном отношении туннельное сушило представляет собой как бы сочетание в одном корпусе нескольких последовательно расположенных рециркуляционных камерных сушил. В каждой зоне применена внутренняя рециркуляция теплоносителя, осуществляемая путем подачи его с большой скоростью (порядка 20-25 м/сек), через два ряда конических насадок, размещенных вдоль туннеля. Часть отработанных газов собирается в вытяжной коллектор и отводится к позонным вентиляторам, перед которыми смешивается с поступающим из магистрального трубопровода свежим горячим теплоносителем. Выхлопная труба расположена у загрузочной камеры сушила.
Вся батарея сушил оборудована общим газовым подтопком, обеспечивающим их стабильное теплоснабжение. Поступающий в подтопок под давлением до 100 мм вод. ст. очищенный генераторный торфяной газ в количестве 500 нм3/час сжигается в шести безмуфельных эжекционных горелках. Продукты полного сгорания разбавляются перед смесительным вентилятором наружным воздухом и по раздаточному трубопроводу направляются к позонным вентиляторам каждого сушила.
Сушила аналогичной конструкции в годы первых пятилеток были установлены и успешно используются для сушки высоковольтных подвесных изоляторов на Славянском арматурно-изоляторном заводе и на заводах абразивной промышленности.
Для заводов тонкокерамической промышленности Керамическим институтом разработана конструкция четырехпутных монорельсовых инжекционных двухзонных сушил, показанных на рис. 125. В сушиле помещается 36 вагонеток с общей весовой загрузкой порядка 11 т. Предусматривается использовать в качестве теплоносителя воздух температурой 150°. При производстве фаянсовых капселей удельный расход тепла, отнесенный на 1 кг испаренной влаги, составляет: применительно к первой стадии сушки - 1550, ко второй - 1700 ккал/кг.
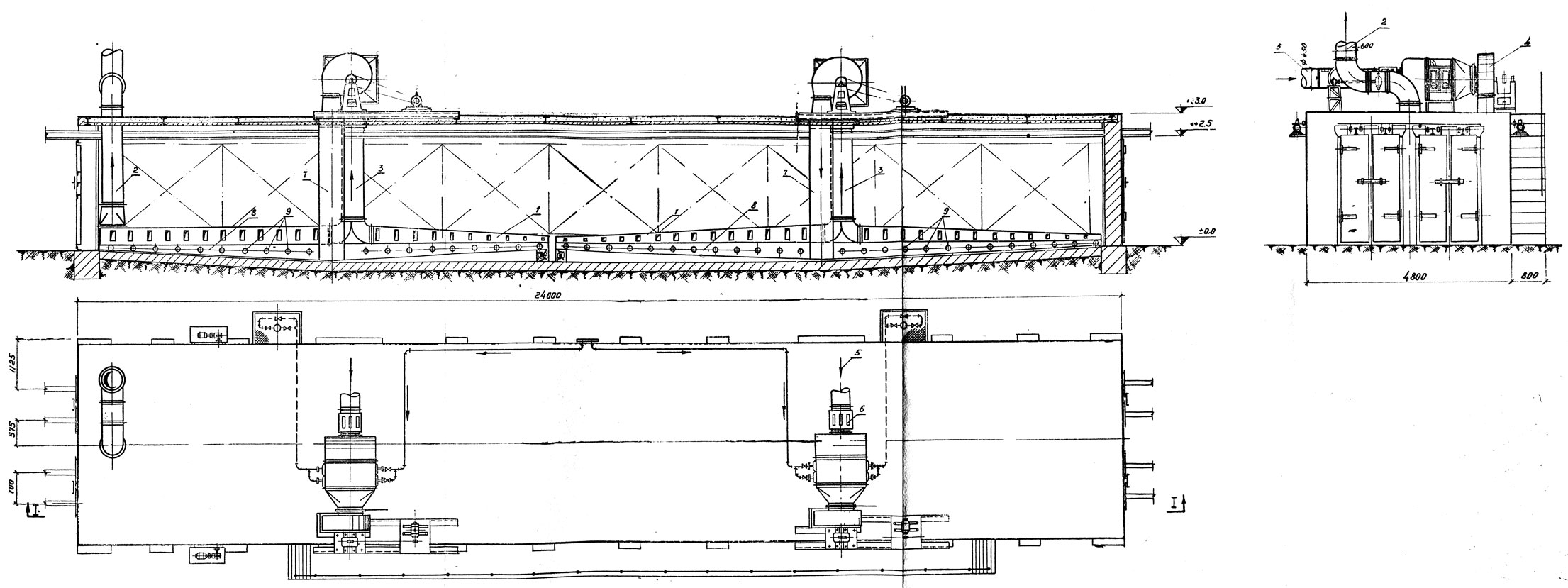
В сушиле установлены четыре электромотора мощностью 13,3 квт.
Дальнейшее усовершенствование туннельных сушил должно вестись в направлении герметизации их выходных камер (при одновременной блокировке толкателя с дверными шлюзами в целях устранения выбивания дымовых газов в цеховое помещение), автоматизации контроля и регулирования режима для стабилизации сушильного процесса и упрощения обслуживания сушил.
Применительно к питанию подтопка сушил генераторным тазом, состав которого подвержен заметным колебаниям, разработана система автоматического регулирования температуры теплоносителя после общего смесительного вентилятора.
Отбор импульса производится термопарой, погруженной в магистральный теплопровод после вентилятора. Установленный на щите автоматический электронный потенциометр с электрическим позиционным регулирующим устройством воздействует через исполнительный механизм на дроссельную заслонку, установленную в трубопроводе холодного воздуха, перед общим вентилятором.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://okeramike.ru/ 'Керамика, фаянс, фарфор, майолика, глина'