
Организация поточных линий шлифовки и сортировки изделий
Как уже было отмечено выше, наиболее совершенная организация технологического процесса в сортировочных цехах может быть достигнута при применении поточного метода производства.
Примером такой организации производства может служить поточная линия шлифовки и сортировки плоских изделий, сооруженная на Барановском фарфоровом заводе (рис. 133).
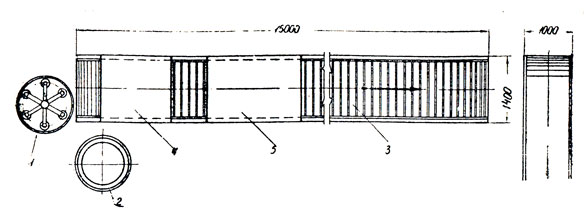
Рис. 133. Схема поточной линии шлифовки и сортировки плоских изделий: 1 - полуавтомат для шлифовки ножек; 2 - шайба; 3 - реечный транспортер; 4 - моечная камера; 5 - сушильная камера
Поточная линия охватывает следующие операции: шлифовку ножки, мойку, сушку и сортировку плоских изделий. В соответствии с этими операциями в нее включены шлифовочный автомат, устройства для мойки и сушки изделий и транспортер, на котором производится рассортировка изделий.
Транспортер представляет собой широкую ленту, разделенную по длине на части, каждая из которых предназначена для установки изделий определенного сорта.
Определив сорт изделия, сортировщик устанавливает его на часть транспортера, предназначенную для размещения данного сорта. В конце конвейера рассортированные изделия снимаются и передаются в промежуточный склад для комплектовки перед отправкой в живописный цех для раскраски.
Аналогичным образом могут быть организованы поточные линии сортировки и шлифовки и других видов фарфоровых и фаянсовых изделий.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://okeramike.ru/ 'Керамика, фаянс, фарфор, майолика, глина'