
Механизация обслуживания печей живописных цехов
В целях механизации обслуживания печей живописных цехов были проведены следующие работы:
1) толкатели П-образных и туннельных печей переведены на электрический привод;
2) для упрощения обслуживания П-образных печей Дмитровского завода применена сигнализация и блокировка толкателей;
3) в прямолинейных печах установлены электрифицированные лебедки.
В послевоенные годы, на основе рационализаторских предложений работников предприятий фарфоро-фаянсовой промышленности, были созданы различные конструкции транспортных устройств, предназначенные для облегчения труда при возвратном перемещении муфельных ящиков от выходного конца. Одним из наиболее эффективных механизмов оказался рольганг, примененный, например, в муфельных печах Барановского фарфорового завода.
Равным образом заслуживает внимания устройство для перемещения (без применения физической силы) муфельных ящиков вне печи, использованное на Полонском фарфоровом заводе (рис. 157). Это устройство представляет собой движущуюся бесконечную цепь Галля, к которой посредством штыря-захвата прикрепляют подлежащие передвижению металлические ящики. На соединение ящиков с цепью затрачивается всего около 2 секунд.
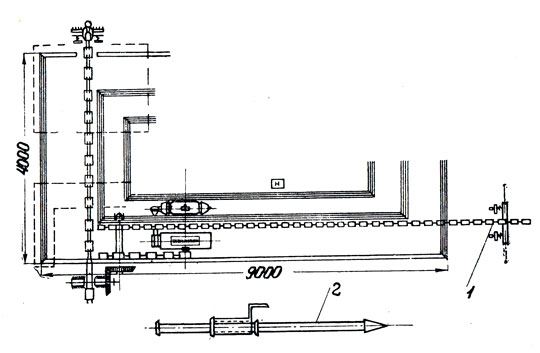
Рис. 157. Приспособление для перемещения муфельных ящиков вне печи: 1 - цепь Галля; 2 - штырь-захват
С этой же целью на Довбышском фарфором заводе был использован механизм в виде подъемного приспособления, состоящий из каретки с захватами, оборудованной червячной передачей и подвешенной к монорельсу.
Другой вариант простого в изготовлении подъемного приспособления осуществлен в живописном цехе Коростенского фарфорового завода: к монорельсу на роликах подвешена штанга, на нижнем конце которой смонтирован шарнирный Г-образный рычаг, несущий поперечину со скобами, вводимыми в отверстия боковых стенок ящика.
Муфельные ящики, служащие для загрузки раскрашенных изделий, обычно изготовляли из обыкновенного серого чугуна; реже применялись стальные ящики. При весе в 100-120 кг ящики вмещали не более 30 кг фарфоровых или 55 кг фаянсовых изделий, что создавало неблагоприятное соотношение между весом вспомогательной и полезной загрузки и отрицательно влияло на температурные условия в печи. На нагрев ящиков шло около 12% тепла, расходуемого на обжиг.
Для уменьшения затраты тепла на нагрев муфельных ящиков ГИКИ разработал и внедрил совместно с Конаковским ремонтно-механическим заводом и работниками фарфоровых и фаянсовых предприятий ящики из жароупорной стали, имеющие вес, в три раза меньший по сравнению с весом ящиков старой конструкции.
Освоение процесса закрепления красок в ящиках из жароупорной стали сократило длительность нагрева, снизило расход тепла и затраты по амортизации ящика, а также облегчило условия труда.
О достигаемой при этом экономии свидетельствует следующий расчет, отнесенный к выпуску 1000 т фарфоровых изделий: необходимое количество ящиков составляет примерно 36 000 штук; экономия на 1 ящик равна 4 кг условного топлива. Стоимость топлива уменьшается на 43 тыс. руб.; расходы по амортизации - на 27 тыс. руб.; общая экономия составляет 70 тыс. руб.
В дальнейшем по созданному ГИКИ совместно с ПКБ-12 проекту предусмотрено в печах живописных цехов применить автоматическое регулирование режима работы.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://okeramike.ru/ 'Керамика, фаянс, фарфор, майолика, глина'