
Литье изделий
В 20-х годах литье изделий в гипсовых формах применялось редко и главных образом при ручной отливке изделий неправильной формы.
На первых порах носики и ручки для чайников и чашек отливались в одногнездных формах. Значительным шагом вперед по пути увеличения производительности труда явилась отливка приставных деталей в двух- и четырехместных формах. Для удобства работы были изготовлены специальные столы с лотками, в которые вручную сливался излишек шликера, стекающий затем в ведро.
Усовершенствование процесса литья изделий шло главным образом в направлении более четкой организации работы и улучшения отдельных приспособлений, используемых при отливке.
Так, подачу шликера к местам заливки стали производить по трубопроводам, в которых шликер циркулирует под действием насосных установок. В целях улучшения условий работы и повышения производительности труда применили вращающиеся столы и стеллажи.
По предложению Н. А. Харитонова (работника Дмитровского завода) был разработан и использован для заливки шликера в гипсовые формы специальный кран, обеспечивающий вытекание шликера равномерной струей.
На рис. 31. Представлен кран-клапан, у которого корпус, крышка и сальник изготовлены из алюминия, а стержень, конус и седло - из латуни. На конце стержня укреплена уплотняющая резиновая прокладка, которая при помощи пружины прижимается к седлу.
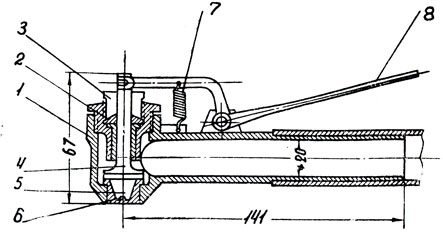
Рис. 31. Кран-клапан: 1 - корпус; 2 - крышка; 3 - сальник; 4 - стержень; 5 - конус; 6 - седло; 7 - пружина; 8 - рычаг
При нажиме на рычаг стержень поднимается, и в образующуюся щель проходит шликер.
Работа такого клапана при помощи специального кулачкового механизма может быть легко автоматизирована.
При изготовлении полых изделий, имеющих фигурную ножку, корпус изделия обычно формовали в одной форме, а ножку - в другой. После подвялки корпуса чашки и ножки последнюю приставляли к чашке на жижеле.
При участии Л. Г. Резникова в производство внедрены гипсовые формы, позволившие при изготовлении изделий с фигурной ножкой комбинировать литье с пластичной формовкой. Гипсовая форма для такого комбинированного изготовления изделий состоит из кожуха, имеющего дно с очертаниями ножки, и вставных половинок для корпуса чашек (рис. 32).
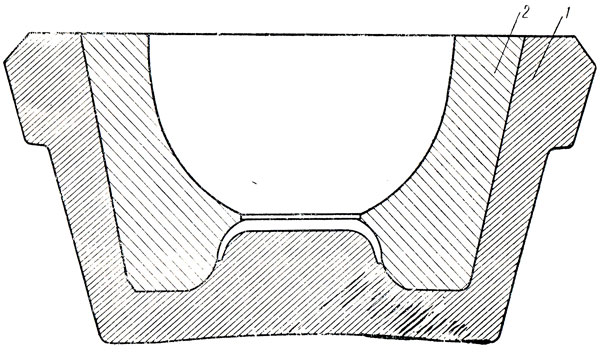
Рис. 32. Гипсовая форма для комбинированного изготовления изделий: 1 - кожух; 2 - форма
При формовании изделий в форму заливают шликер до уровня, превышающего на 2-3 мм линию сочленения ножки с корпусом чашки.
Через 1,5-2 часа, когда уже произойдет набор черепа и влажность отлитой ножки достигнет 24-25%, из пластичной массы формуют корпус чашки.
После подвялки производят разборку форм и выбивку чашек.
Применение указанного способа изготовления изделий повышает производительность труда и улучшает качество изделий (снижается деформация изделий, и устраняется рватье по месту приставки).
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://okeramike.ru/ 'Керамика, фаянс, фарфор, майолика, глина'