
Отливка носиков и ручек
В 30-х годах на Дулевском заводе т. Леонтьевым была разработана конструкция многогнездных форм, заливка которых шликером производилась централизованно на специальных столах.
Единовременная отливка больших количеств деталей стала возможной благодаря овладению процессом получения шликеров с необходимыми свойствами.
Наиболее полно этот способ отливки деталей разработан и реализован в послевоенное время на Дмитровском заводе.
Схема установки для литья носиков и ручек представлена на рис. 33.
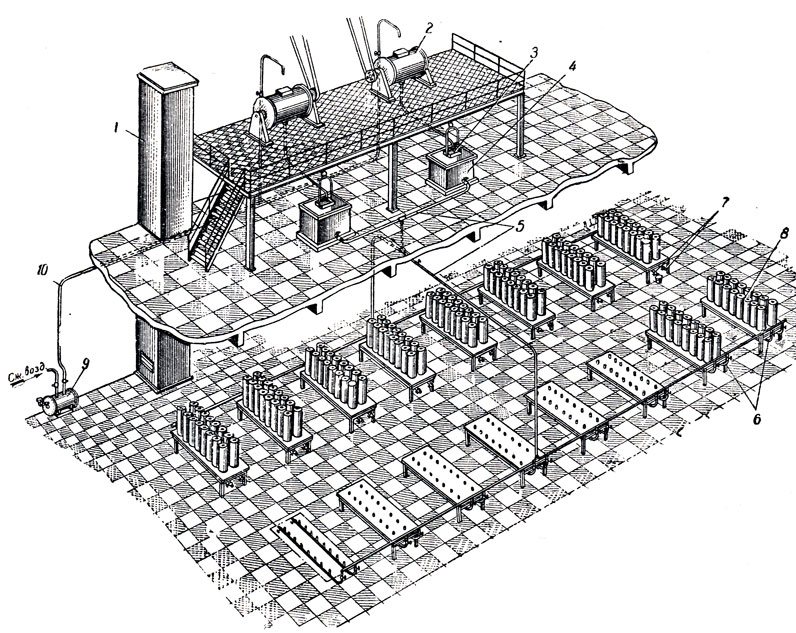
Рис. 33. Схема установки для литья носиков и ручек: 1 - подъемник; 2 - мешалки; 3 - вибросита; 4 - напорные баки; 5 - шликеропровод; 6 - краны впускные; 7 - краны выпускные; 8 - стол с формами; 9 - сборный бачок; 10 - возвратный шликеропровод
Предварительно перемятые обрезки массы с помощью люлечного подъемника подаются в отделение шликерных мешалок. Подготовленный в мешалках шликер после процеживания на виброситах сливается в напорные бачки. К напорным бачкам подключены трехдюймовые трубопроводы, подводящие шликер к столам для отливки деталей. Напорные бачки расположены на высоте 3,5-4 м от рабочей поверхности столов, чем достигается необходимый напор для движения шликера сто трубам. Под каждым рабочим столом проложены двухдюймовые расходные трубопроводы, оборудованные патрубками, проходящими через гнезда в столах.
Столбы гипсовых форм устанавливают на столах таким образом, чтобы центральный канал в формах являлся продолжением патрубка. В результате установки форм в столбы высотой 0,8-1 м достигается единовременная отливка 1500-3000 деталей. Во избежание откладывания массы в центральных каналах гипсовых форм эти участки изолируют парафином.
Излишек шликера, остающийся после отливки деталей в формах и расходных трубопроводах, собирается в ведра и через сито сливается в сборный бачок, откуда при помощи сжатого воздуха (3 атм) возвращается в мешалку.
Как показал опыт Дмитровского завода, шликеропровод не забивается, вследствие чего устройство кольцевой системы с постоянной циркуляцией шликера не требуется.
Шликеропровод с целью промывки подключают к водопроводу.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://okeramike.ru/ 'Керамика, фаянс, фарфор, майолика, глина'