
Поточные линии изготовления гипсовых форм
Полуавтоматическая поточная линия для литья гипсовых форм
В Керамическом институте разработана полуавтоматическая линия (рис. 64), которая предназначена для одновременного литья широкого ассортимента форм, отличающихся друг от друга весом, габаритами и конструкцией. Операции по приготовлению теста полностью автоматизированы. В целях повышения производительности рабочего-разливщика приготовление следующей порции теста полуавтомат производит одновременно с разливом предыдущей. Капы устанавливаются на горизонтально-замкнутом конвейере. Это избавляет обслуживающий персонал от ручной переноски форм и капов. Подача и дозировка сухого гипса автоматизированы, что полностью исключает появление пыли в ходе процесса литья.
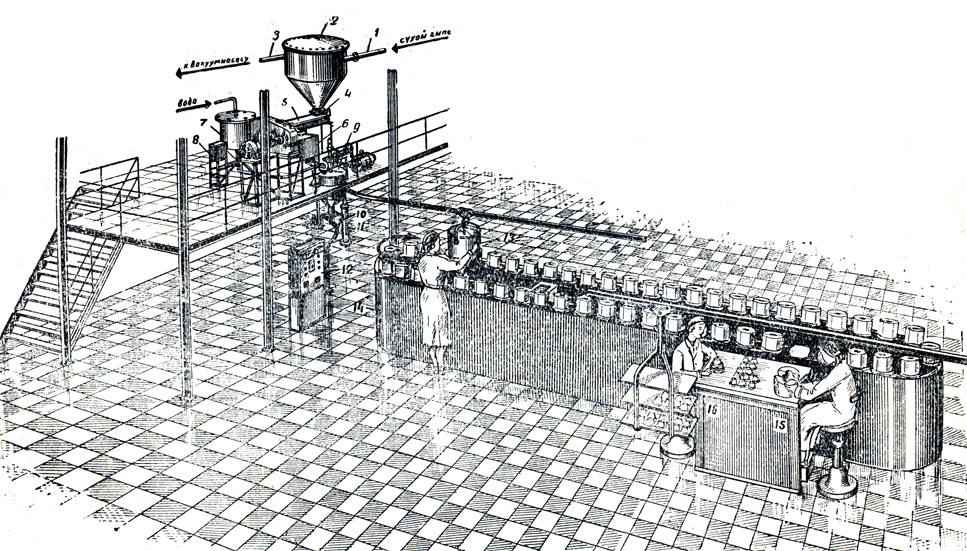
Рис. 64. Полуавтоматическая поточная линия литья гипсовых форм: 1 - гипсопровод: 2 - бункер; 3 - вакуум-провод; 4 - разрыхлитель; 5 - шнек; 6 - автоматические весы; 7 - мерный бачок; 8 - механизм включения воды; 9 - смеситель; 10 - сливная воронка; 11 - стойка для промывки разливочных бачков; 12 - пульт управления; 13 - разливочный бачок; 14 - конвейер; 15 - рабочее место выбивщика форм; 16 - рабочее место оправщика
Линия работает по следующей схеме: просеянный на складе гипс подвозится автосамосвалом к зданию, где находится формолитейный цех, и сгружается в приемный бункер. Под действием вакуума гипс поднимается по трубе в расходный бункер. Заполнение расходного бункера гипсом производится периодически, 2-3 раза в смену. Для предотвращения "зависания" гипса в бункере в нижней его части имеется "разрыхлитель". Под бункером расположен небольшой шнек, питающий автоматические весы. Для дозировки воды служит мерный бачок, снабженный электромагнитным механизмом для спуска воды. Количество воды и гипса, необходимое для одного замеса гипсового теста, легко поддается регулировке. В изготовленном из винипласта смесителе, куда последовательно попадают вода и гипс, в течение необходимого времени замешивается тесто. Конструкция смесителя предусматривает возможность вакуумирования теста.
Рабочий, нажав кнопку на пульте управления, включает спускной клапан смесителя и, не отпуская пальца с кнопки, сливает в разливочный бачок все приготовленное в смесителе тесто.
Отпусканием кнопки автоматически включаются все последовательно сблокированные между собой операции по приготовлению следующей порции теста.
Разливочный бачок, также изготовленный из винипласта, подвешен на монорельсе и легко передвигается вдоль него. На одной из ручек бачка укреплен рычажок управления нижним спускным клапаном.
Залитые гипсом капы подходят по конвейеру к местам разборки в течение срока, необходимого для схватывания гипса. Скорость движения капов регулируется путем изменения скорости конвейера. Движению конвейера можно придавать непрерывный или пульсирующий характер.
После оправки готовые формы устанавливаются на подвесную вагонетку и отправляются по монорельсу на сушку.
Производительность линии - 650 форм в смену.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://okeramike.ru/ 'Керамика, фаянс, фарфор, майолика, глина'