
Автоматическая линия литья гипсовых форм
На крупных, заводах, где применяются большие количества форм одного ассортимента, уже в ближайшее время может быть осуществлена автоматизация литья гипсовых форм.
На рис. 64, а показан проект такой линии, разработанный Керамическим институтом совместно с кафедрой оборудования заводов химической промышленности ленинградского технологического института им. Ленсовета. Проект предусматривает, что автоматическая линия будет осуществлять затворение гипсового теста для каждой формы в количестве, отвечающем ее весу, и отливку форм в жестких капах, изготовляемых из материала, не изменяющегося в объеме под действием времени (алюминий, пластмасса и др.).
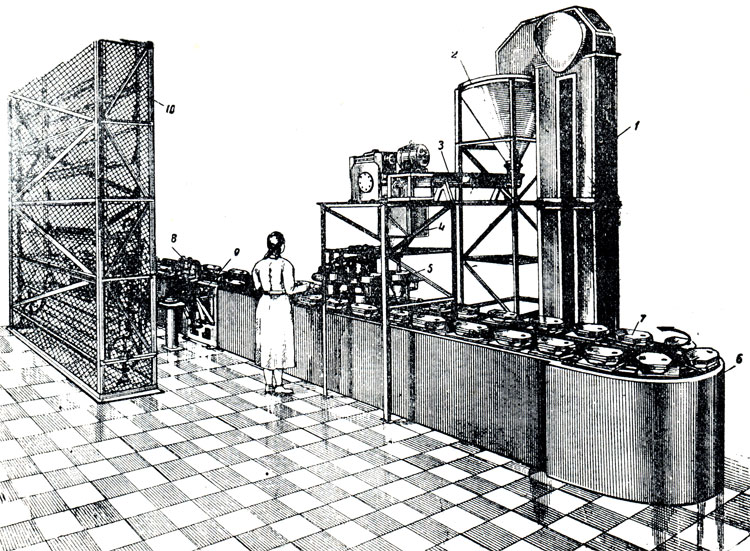
Рис. 64, а. Автоматическая линия литья гипсовых форм: 1 - элеватор; 2 - бункер; 3 - шнек; 4 - автоматические весы; 5 - поворотный стол; 6 - конвейер; 7 - алюминиевые капы; 8 - сверла; 9 - раскрыватель капов; 10 - опускная цепь конвейерного сушила
Технологический процесс будет идти по следующей схеме: гипсовый порошок подается элеватором или пневматическим транспортом в бункер, под которым установлен шнековый питатель; питатель направляет гипс на автоматические весы, откуда он попадает в один из шести бачков карусельного стола, предназначенного для затворения теста. На шести позициях этого стола последовательно производятся в свою очередь следующие операции: заливка требуемой порции воды, засыпка порции сухого гипса, замешивание, выпуск теста в кап, промывка бачка водой и выпуск промывочной воды. Во всех бачках находятся мешалки, которые вращаются лишь на позициях замешивания гипса и промывки бачка. Затворенное тесто сливается в литьевое отверстие капа.
Капы укреплены на тележках подвижной цепи горизонтально-замкнутого конвейера, перемещающего их периодически на шаг, равный 400 мм. На конвейере предусмотрена установка 50 капов, что при заданном ритме работы обеспечивает схватывание гипса за 25 минут.
По окончании схватывания гипса кап с отлитой формой подходит к специальному механизму, где двумя сверлами удаляется гипс, затвердевший в литьевых отверстиях.
После этого конвейер подает кап на позицию выдачи форм, где особый механизм сначала откидывает крышку капа, а затем переворачивает половину капа и вываливает гипсовую форму на столик. Во избежание повреждения при вываливании форма поддерживается особой вилкой. Далее рабочий осматривает и оправляет форму, после чего устанавливает ее на выносную полку конвейерного сушила, расположенного этажом выше.
Освобожденный от формы кап автоматически очищается от остатков гипса, рабочая поверхность капа смазывается, после чего он закрывается и передвигается конвейером под следующую заливку.
Синхронизация и централизованное управление производственными операциями обеспечиваются единым командо-аппаратом, посылающим команды пневматическим исполнительным механизмам, приводящим в движение отдельные узлы линии.
Техническая характеристика линии
http://lakshmi-concern.ru Е-160e Каротиновый альдегид бета апокаротиновый альдегид.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://okeramike.ru/ 'Керамика, фаянс, фарфор, майолика, глина'