
Поточная линия для декорирования методом перевода деколи
Процесс декорирования фарфоровых и фаянсовых изделий путем декалькомании в прежнее время отличался большой длительностью. Это обусловливалось, с одной стороны, отсутствием разделения труда, а с другой, - применением примитивных методов сушки промытых "изделий, которая обычно осуществлялась в производственных помещениях на столах.
Длительность технологического процесса перевода деколи резко сократилась, а производительность труда значительно возросла при поточной организации работы на конвейерах.
Конвейер для перевода деколи состоит из ленточного или планочного транспортера длиной 15-25 м и шириной около 1 м, вдоль которого по обе стороны расположены в порядке последовательности операций рабочие места. На транспортере имеются две сушильные камеры, обогреваемые теплым воздухом или электронагревателями и служащие для подсушки переведенных рисунков и окончательной сушки промытых изделий.
В зависимости от наличия производственных площадей, расположения оборудования и других местных условий поточная линия может состоять из двух конвейеров, установленных под углом или перпендикулярно друг к другу. В целях повышения производительности труда и улучшения условий работы целесообразно включать в линию устройство для промывки деколи.
Процесс перевода деколи при поточной организации труда протекает следующим образом: работницы, сидящие в начале конвейера, вытирают изделия, чтобы не было пыли, и посредством шаблона наносят кистью мастику на места, где должны наклеиваться рисунки. Следующие за ними работницы наклеивают деколь и удаляют отработанную бумагу; затем изделия проходят сушильную камеру и поступают на промывку сначала в щелочном растворе, а потом в чистой воде. После прохождения второй сушильной камеры изделия снимают, подправляют переведенный рисунок и укладывают в ящики.
В состав бригады, обслуживающей конвейер, обычно входит 14-16 человек, в том числе 2 намазчицы, 4-6 наклейщиц лепков, 2 съемщицы бумаги, 2 мойщицы, 2 подправщицы и 2 резчицы листов деколи. Производительность поточной линии определяется характером рисунка и ассортиментом декорируемых изделий, в зависимости от которых она составляет 400-700 штук на одного человека, работающего на конвейере (при обычных условиях переводчики вырабатывают 250-500 штук).
Если, помимо перевода деколи, изделия должны декорироваться и другими методами, соответствующие операции обработки в последовательном порядке включаются в поточную линию, которая при этом удлиняется.
На рис. 146 показаны 4 таких конвейерных линии, установленные в живописном цехе Дулевского фарфорового завода. Все они получают нераскрашенные изделия с общего ленточного конвейера, расположенного перпендикулярно к ним.
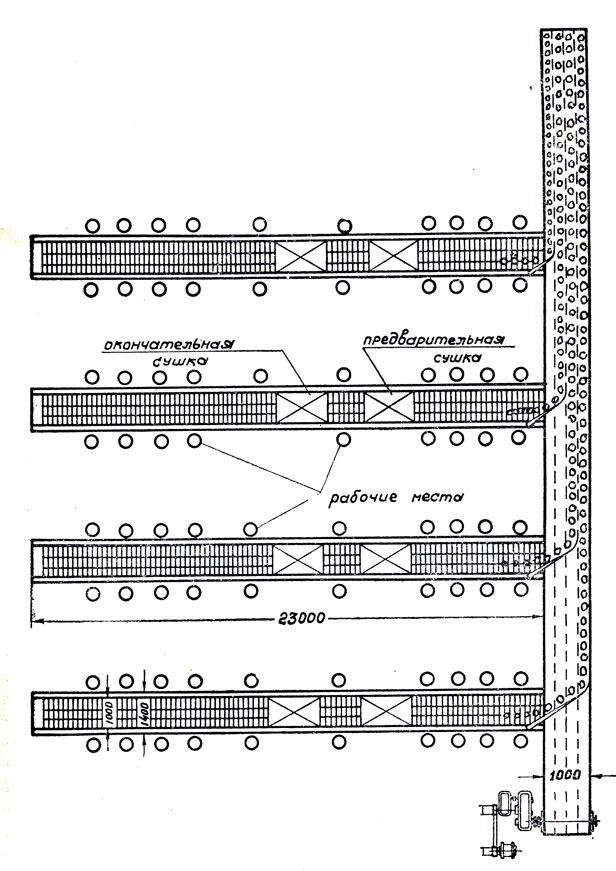
Рис. 146. Схема поточных линий для нанесения деколи
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://okeramike.ru/ 'Керамика, фаянс, фарфор, майолика, глина'