
Поточная линия для аэрографной раскраски
В последнее время поточная организация производства была применена при декорировании фарфоровых и фаянсовых изделий методом аэрографной раскраски, в результате чего значительно повысилась производительность труда на этих операциях и сократилась потребность в производственных площадях.
Схема устройства такой поточной линии, сооруженной на Коростенском фарфоровом заводе, показана на рис. 147. Поточная линия состоит из ленточного транспортера длиной 8 м, шириной 0,6 м, вдоль которого с обеих сторон расположены. 4 спаренных кабины для аэрографной раскраски и рабочие места для протирки, изделий и отводки края. Возле кабин установлены узкие рабочие столы с откидными крышками для прохода к местам аэрографной раскраски. Скорость движения транспортера составляет 2,8 м/мин.
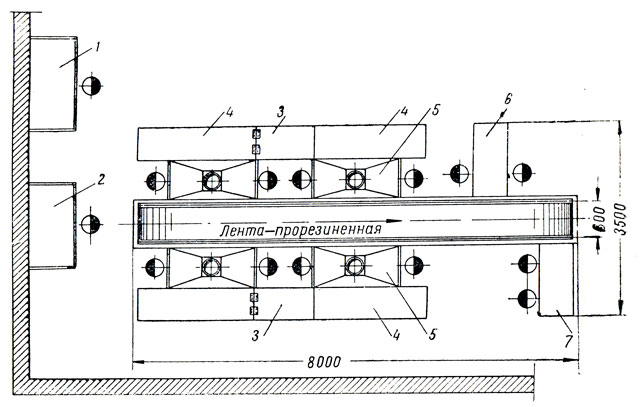
Рис. 147. Схема лоточной линии для аэрографной раскраски: 1 - промывка трафаретов; 2 - маркировка изделий; 3 - откидные крышки столов; 4 - рабочие столы; 5 - аэрографные кабины; 6 - протирка изделий; 7 - отводка края
Производственный процесс при декорировании тарелок, являющихся массовым ассортиментом, выпускаемым Коростенским заводом, организован следующим образом: работница, сидящая в начале конвейера, наносит клеймо на изделия и устанавливает их стопками на ленту транспортера. Каждая аэрографщица снимает стопку тарелок на свой рабочий стол и после раскраски ставит их по одной на конвейер. В конце конвейера производится протирка тарелок и отводка края.
На конвейере занято всего 14 человек, в том числе 1 клеймильщица, 8 аэрографщиц, 2 протирщицы, 2 отводчицы и 1 промывщица трафаретов. Пропускная способность конвейера составляет 5000-5500 изделий в смену.
Благодаря применению конвейера производительность труда при декорировании тарелок возросла на 15-20%.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://okeramike.ru/ 'Керамика, фаянс, фарфор, майолика, глина'